

E930挤出机系统主要用于测量挤出机管道的直线度和指向。另一个应用可以是例如液压管道。经过深思熟虑的系统设计确保了测量过程的快速和准确。可以测量直径低至47毫米。

为什么对齐?
对齐的挤出机导致:
•挤出机螺杆和管材的撕裂更少。
•生产材料的质量均匀。
•降低能耗。
•降低备件消耗
.•增加了机器时间的可用性。
四个步骤
挤出机设备的部件对齐可分为四个步骤:
①主轴中心的对齐-出口齿轮箱主轴中心与出口挤出管中心线的对齐。
②主轴中心的对齐-入口齿轮箱主轴中心与入口挤出管中心线的对齐。
③挤出机管的直线度
④电机-齿轮箱的对准电机和齿轮箱之间的传动的对准。
1、安装设备
当直径较小(约200毫米)时,您可能需要使用有线单元而不是无线单元。
①将激光发射器连接到磁性支架、轮毂销或可旋转母线(用于齿轮箱无法旋转时)。
②将激光器连接到齿轮箱主轴上。
③用4+4个M5x16螺钉、电缆以及延长杆接头将探测器安装在两个适配器上。检测器标签朝向适配器处的压力点。
④将带有适配器的检测器放置在挤出机管的出口中。

适配器
制造为适合管道,允许偏差为±1 mm[±0.04“]
2、主轴中心
心轴的中心线与挤出机管的中心线重合是很重要的。否则,入口端的螺钉将被压在管子上,这将导致螺钉和管子的异常撕裂,并增加能量消耗。这种撕裂也会在所生产的材料中产生金属碎片。
齿轮箱和挤出机管通常连接在一起,这使得人们很容易相信主轴的中心线总是与挤出机管的中心线重合。然而,齿轮箱由于其重量可能会在其连接处弯曲,并发生平行偏移。
在对准过程中,我们旋转检测器和主轴。通过这种方式,我们可以读取心轴的中心线与进口端管道的中心线的比较情况。对连接处不可接受的错位进行调整或填隙。

3、齿轮箱与管对齐
①将激光发射器安装在齿轮箱主轴的末端。
②将靶安装在管的末端,并借助其同心圆将其调整到中心。
4、粗略对齐
确保激光束直接击中目标。反射可能看起来像是激光束。
①将激光束大致对准目标的中心。使用激光器上的螺钉进行调整。
②将激光发射器旋转180º。
③将激光束调整到目标中心的一半位置。
④移除目标。

5、测量
①将探测器放置在进口管内180º的位置。
②选择 以启动程序“值”。
以启动程序“值”。
③选择 以将值清零。
以将值清零。
④将激光发射器旋转180°。
⑤选择 可将值减半。
可将值减半。
⑥使用倾斜螺钉将激光束调整为零。
⑦将探测器旋转180°(±1°)。
⑧按下 可记录值。
可记录值。
⑨将探测器移到管道出口,然后将其旋转180°(±1°)。从第3点开始重复该程序,并读取齿轮箱相对于管出口的指向方向

结果
齿轮箱-管
始终查看从探测器上看到的测量结果。
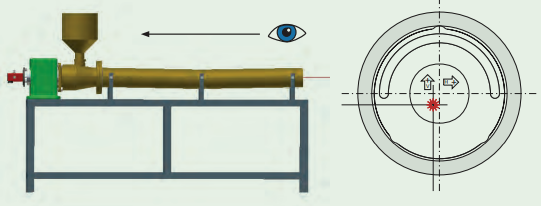
正值V表示齿轮箱指向下方,正值H表示齿轮箱向左。
结果向用户显示位置相对于激光束是高还是低。





