

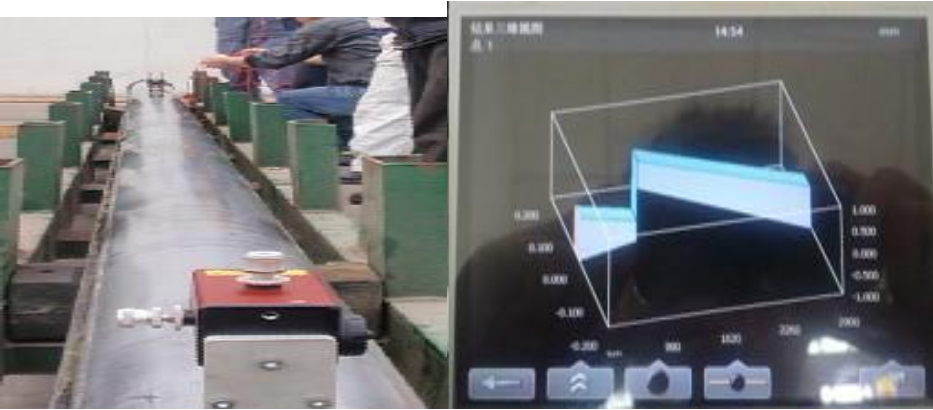
船舶作为一种重要的交通工具,需要经常性地进行维护与修理,以延长其寿命并减少故障发生。预防性维护是船舶维护与修理的核心要义之一。通过定期检查和保养,可以及早发现船舶存在的问题,并进行修复,从而避免问题进一步恶化。预防性维护的措施包括但不限于以下几个方面:
1.樘杆绕度测量;
2.2个镗排对镗回转中心定位;
3.柴油机下沉量测量;
4.基座平面度测量;
5.克令吊法兰平面度测量;/
6.艉管孔同心度测量;
7.转轴对中和立轴对中,机组对中;
8.艉管孔圆度测量;
9.实时监测测量;
10.艉管照光(和艉管调整);
应用案列 :
1、樘杆绕度(D75激光发射器+M激光接收器)
直线度测量软件,测量距离为40米, 精度为0.001mm ;

测量步骤:
①粗调激光,使激光在近点和远点均打到靶上) ;
②将探测器放置在近点,记录测量值,将探测器放置在远点,记录测量值;
③将首艉两个测量点的测量值置0;
④将探测器依次放置在每个测量点;
⑤记录测量值,得到轴的直线度;
注意:探测器在轴上的放置位置均为12点位置(角度显示为0度)。
拓展功能:如果将激光调整为基准线,可做镗排定位。
2、两个镗排对镗回转中心定位
测量方法:
利用轴对中测量模式,已一端镗排为基准,调节另一个镗排位置,已达到2个镗排对镗过程中在一个回转中心线上,具体后面轴对中测量功能有详细介绍


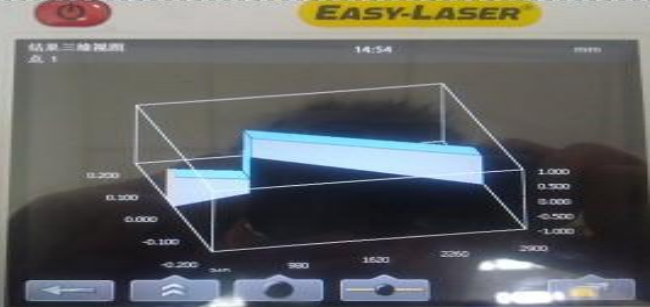
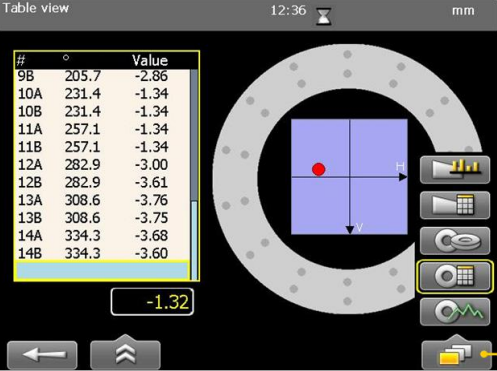
3、艉管同心度测量(D75激光发射器+M激光接收器)
照光、复光测量、多点孔同心度测量(测量椭圆度)、实时测量软件, 测量距离40米;
最大直径100-4000mm, 精度0.001mm;
测量艉管同心度测量:

测量步骤:
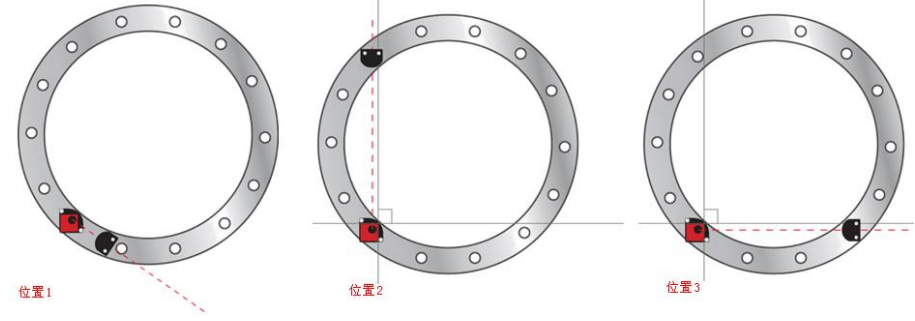
①粗调激光,使激光在位置1和位置3均打到靶上或者将激光穿过首基准点和尾基准点。
②将探测器放置在位置1,旋转自定心支架,在孔上测量三个位置(每个位置间隔大于45度)依次记录测量值,得到孔的中心相对于激光的偏差。

③将探测器放置到位置3,重复步骤②的操作。
④将首尾两个测量点的测量值置0.
⑤将探测器依次放置在位置2,重复步骤②的操作.
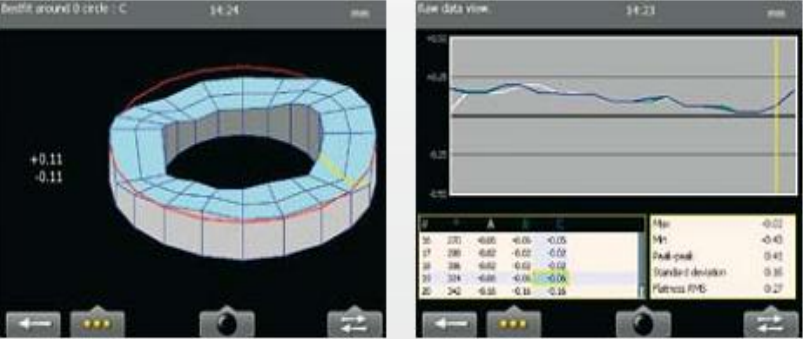
⑥得到艉管整体同心度。孔同心度结果可以3D显示和曲线:
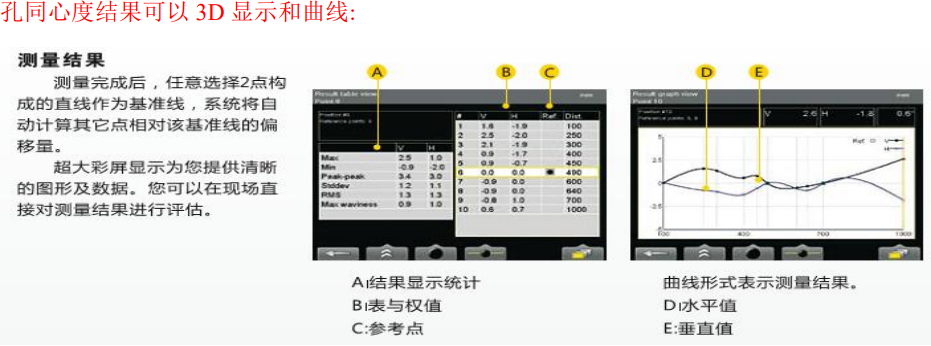
4、克令吊法兰平面度,机座平面度(D22激光发射器+M激光接收器)
法兰(平面度)软件测量距离80米, 精度0.001mm;
测量步骤:
①把D22激光发射器放在法兰上,调整D22激光在位置1、位置2和位置3打到探测器靶内;
②依次按照预先输入的点数开始测量,得出法兰平面度和激光面的偏差,(注:本仪器在测量法兰平面度时还可测出法兰在焊接时是否有上内倾斜还是上外倾斜);
注:本仪器测量时对工件的摆放角度和位置没有特殊要求,不需专门吊起来测量平面度。

5、艉轴水平轴对中和立轴对中(S,M测量单元激光发射和接收器)
水平机械对中、软脚测量、垂直机械对中、实时测量软件, 测量距离20米, 精度0.001mm ;
用激光发射器S和M固定在轴的两端,输入距离尺寸,在任意360度的转轴上任意采集三点,得出高低,水平方向的位移偏差和角度偏差,且给出了实时调整的数值.可边调整,边显示结果,调到要求范围内.立轴直接告诉用户每个螺栓的调整量和加减的垫片实时调整.

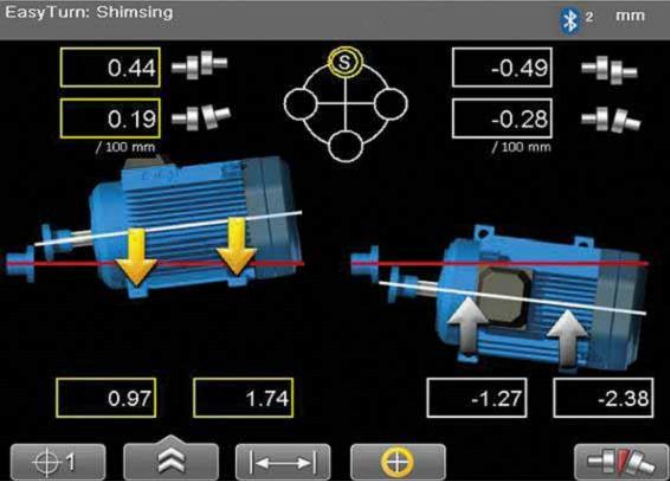
3D 对中测量结果:图型加调整方向指式,
6、轴承孔圆度测量(D75激光发射器+M激光接收器)
多点孔同心度测量(椭圆度)测量大直径100-4000mm, 精度0.001mm ;
把激光发射器放在孔的下方在底轴承找到孔的中心,把接收器放到孔的上轴承孔调好激光的角度.让激光多打在接收器内.开始测量,在底轴承采集两个点,中间轴承采集两个点,上轴承位采集两个点,得出孔的0-180度的偏差和-90-90度的偏差同时测出孔的圆度,看加工孔是否是椭圆 。
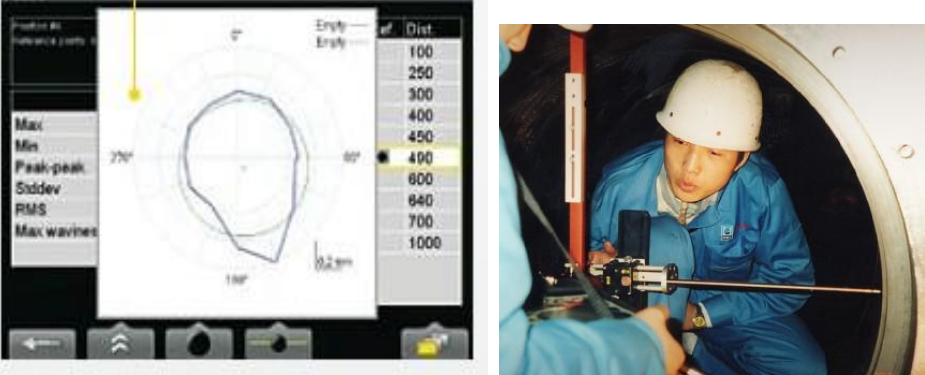
椭圆度结果图型和数值显示.





