多通道电子气电测微仪
便携式SPC工作站,可选配16通道,液晶触摸显示器,Windows7操作系统,
有单值曲线控制图及 X_R 控制曲线图,统计分析有最大值、最小值、平均值、
均方差、合格/超差个数及 Cp、CpK 的计算并有报表输出。数据保存到数据库,可进行时间、SN码和项目数据索引查询、导出和备份。
可设置SPC判异规则,对失控点进行原因分析,采取纠正措施,提高产品合格率。
串口232/485通讯,(可选)无线通讯,以太网通讯。可以扫码识别重码和打码错误功能。
测量数据超差蜂鸣报警功能。集成了 SPC功能,有单值曲线控制图及 X_R 控制曲线图,统计分析有最大值、最小值、平均值、
均方差、合格/超差个数及 Cp、CpK 的计算并有报表输出。数据保存到数据库,可进行时间、SN码和项目数据索引查询、导出和备份。
可设置SPC判异规则,对失控点进行原因分析,采取纠正措施,提高产品合格率。

测量功能
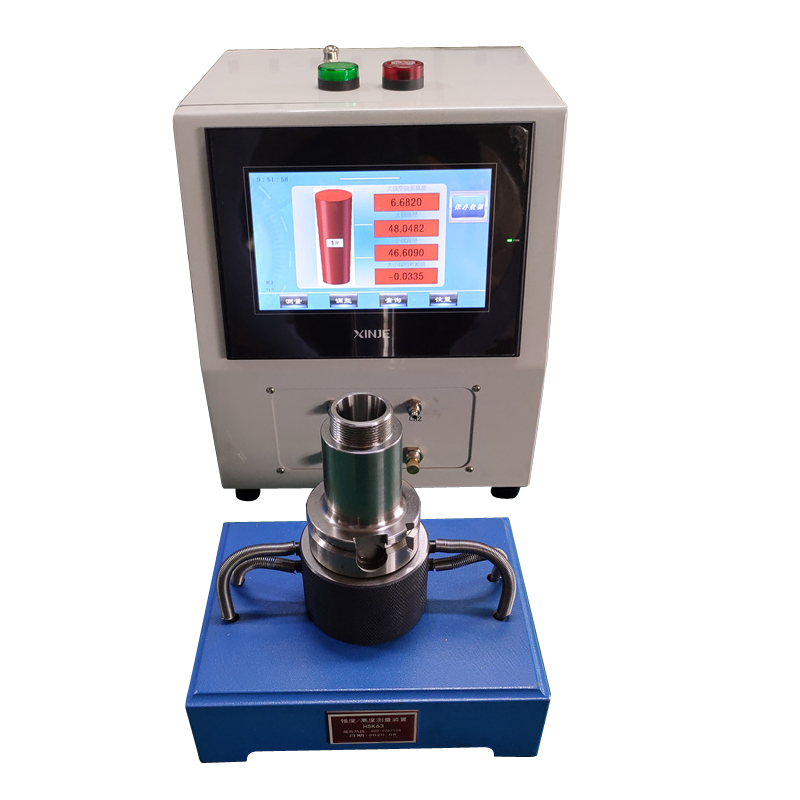
有随机测量和顺序测量两个测量界面。
随机测量,同时显示各个通道测量结果,适用于随机查看各参数测量结果。
顺序测量,预先设定好测量流程,按先后依次测量完多个尺寸,最后把所有测量尺寸通用存储作为
多尺寸工件的数据备份,用于产品后续的追溯。
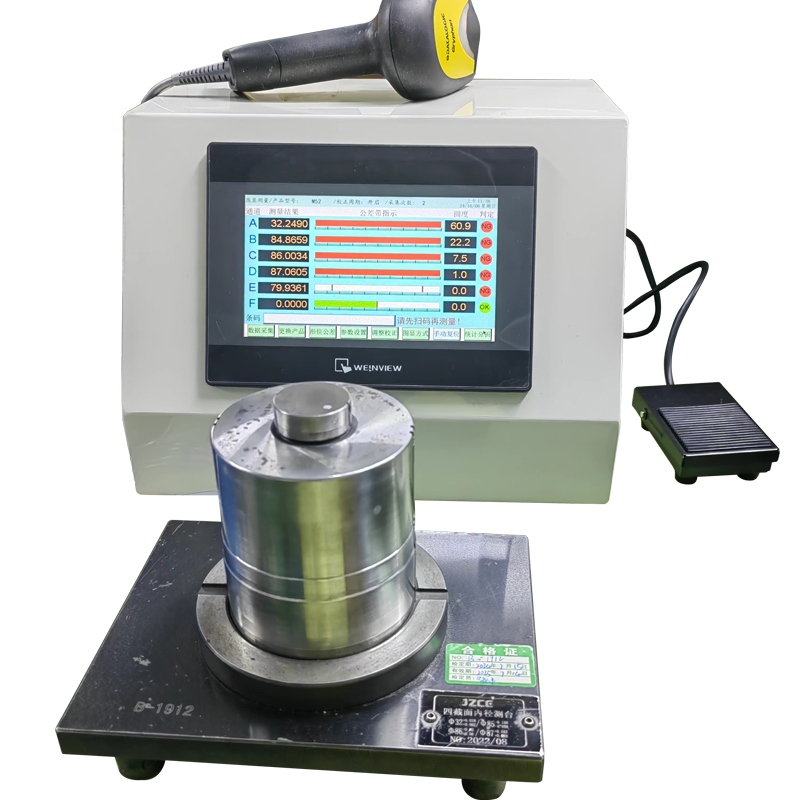
可满足一般几何尺寸,形位误差的 测量,可结合测量装置采用各种数学模型计算出同轴度、椭圆度、
跳动、圆柱度、平面度、垂直度等形位误差结果;测量结果可进行分组并具有超差报警功能(需设置公差带)。
在“ 数 显” 方式中,每组显示的前面三个圆图形框从左往右分别表示下超差、合格和下超差;红色表示超差;
绿色表示合格。 在“ 图形”方式中, 每组 显示的光柱以红绿色分别代表超差和合格,红色的指示条代表上下超差位。
当某一通道测量数据超差时, 该通道对应 的输出数字接口给出报警信号。数据通讯功能可使现场多台量仪组成网络,
通过专用软件形成SPC统计图表以实现现场在线质量管理等等。

统计功能
统计功能,随着工业生产加工的越来越精密化,对生产线上收集数据,通过统计分析的手法去发现生产中的异常现象,提前采取预防措施,
可降低差错率,减少返工和浪费,降低成本,提高产品品质,预防质量事故,提高劳动生产率点击[数据分析钮进入数据分析界面。为公司的spc分析软件。
如下图为spc 分析软件的主界面
左边为测量数据显示区域,显示已上传保存的测量数据。右边为操作区域。
通过 三种查询方式 ,得到符合条件的测量数据。
1 全部显示
2 根据 序号 范围,查询。序号为左边数据中的第二列。
3 根据时间范围 查询。
选择查询条件后,点击 查询 按钮,显示查询结果。