

以前,我们在测轴系同心度时,基本上都用拉钢丝的办法,但钢丝有三点造成的误差却是无法避免的。
①钢丝有挠度,具体挠度值因钢丝材质,钢丝直径,铅垂力等因素而不同。特别在长轴系测量过程中,挠度的误差更加明显.
②螺旋测微器的手感.因不同的操作人员手感差别较大,同一个操作人员,他的左右手感有差别,上下手感也有差别.这点是无法避免的.
③另外, 钢丝必须拉在柴油机输出端和美人架外端的绝对中心,这本身就有误差,而且也很费时间.
上世纪末期,我国逐步引进了利用激光技术来完成轴系的同心度测量.这里简单介绍一下.
产地:瑞典Damalini公司
1、功能:轮船艉轴空同心度,轮船轴承孔同心度,柴油机曲轴孔同心度测量,直线度测量,实时测量值,环境温度测量,同心度数据处理,报表打印
2、技术参数:
测量距离: 40M;
测量最大精度: 0.1丝;
测量最小孔径: 100mm;
激光调整最小角度 0.1丝;
探测器尺寸 18*18mm;
激光输出功率 <1mW;
倾角仪精度 0.1度;
水平仪精度 0.5度;
温度传感器 ±1℃;
3、优点:
①高精度,在40m测量范围内,最高可达到0.1丝
②操作非常EASY,标准操作流程,轻松得出测量数据,可以轻松培养一个熟练的操作工。
③激光无须调到整绝对圆中心,大致在圆中心就可以,我们探测器有18*18mm
④激光本身无挠度问题,所以测量距离远,可达40m
⑤激光发射器D75是世界上唯一位移和角度都能调整地发射器,调整最小可达0.001mm。
⑥孔调整时候仪器可实时显示调整结果,指导调整
⑦测量简单,每个点最多只需测量两个数据就可得出圆心实际位置
4、原理
激光的产生
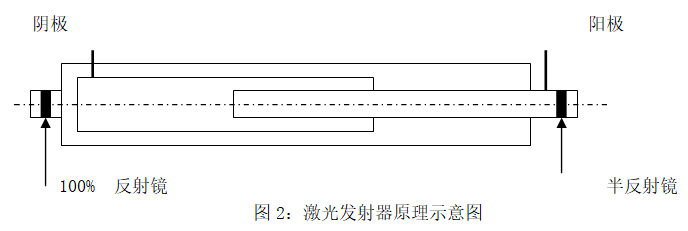
激光发射器采用半导体He-Ne激光器,激光波长为635-670nm,处于可见光的边缘,颜色为红色,具体光波位置见图1:

图2为激光发射器示意图。阴极管内充满氦气和氖气,通过高电压激发出相应波长的光波,通过两端透镜和反射镜的反复作用,只有平行于中心线的光束被发射出去,形成激光 。
5、PSD定位技术
激光接收器采用先进的PSD定位技术,PSD即POSITION SENSITIVE DEVICE的缩写。CCD技术就是将激光感应平面分为m×n个等份,接收到激光后计算出激光的位置。其分辨率由等分的密度来决定,因此有上限约束。而PSD技术是在感应面的两端加适当电压,激光打到感应面的不同位置则会在两端产生不同的电流,其分析的是模拟量,理论上讲模拟量的精度是无穷高因此大大提高了测量精度。仪器最终的精度不受感应面的限制,只决定于A/D转换器的位数。
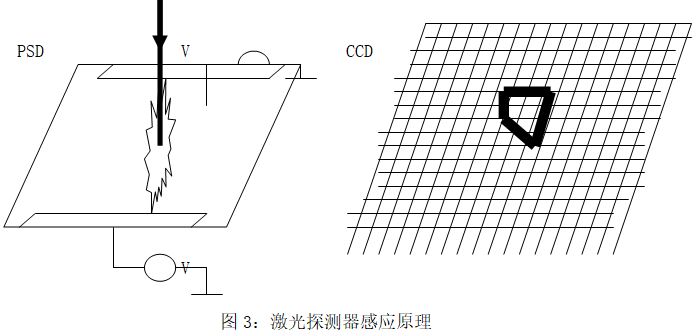
关于激光束的中心位置的确定。激光束并不是绝对圆形的,激光的能量分布也不是均匀的。但是这一点并不影响最终的测量结果,因为探测器测量和读取的是激光的能量中心。因此在测量时必须保证激光束全部打在探测器内。
测量过程
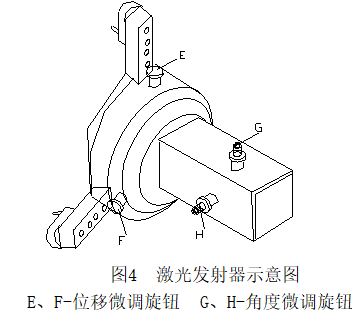
①激光发射器的架设及调整
将激光发射器架设在尾轴孔外端,发射器有三条腿固定,腿长(半径)可实现连续调整,腿上带磁吸盘,可直接吸在尾轴孔端部. E、F旋钮调整激光束水平和垂直方向的位移,G、H旋钮调整激光束发射角度.通过调整,将激光大致调整到尾轴孔和柴油机输出法兰中心.(这一点和钢丝是有本质区别的,因激光探测器有18*18MM的读数区)
②激光探测器的架设
根据孔的大小,安装相应的腿,在孔的每一个测量点先读一次,然后旋转180度再测量一次.两次数据相加除以2,即可得出该圆中心相对于激光的偏差量.每个孔都依次测量,即可得出所有孔中心相对于激光的偏差量和偏差方向.然后将首尾孔置逻辑0,即可得出其他孔的偏差量及方向.
实例:
下面是轴系长15510MM的某艘军用舰艇在维修时轴系的实测数据.
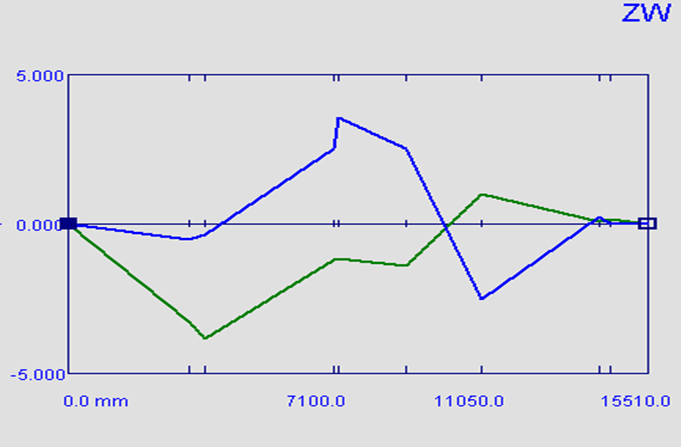
Num Ref Ver(高低) Hor(左右) 位置
-------------------------------------------------------------------------
1 Ref 0.000 0.000 后美人架后端
2 -3.289 -0.509 后美人架前端
3 -3.855 -0.352 前美人架后端
4 -1.219 2.528 前美人架前端
5 -1.175 3.568 艉轴管
6 -1.422 2.541 后支点轴承
7 1.012 -2.514 前支点轴承
8 0.098 0.231 推力轴承后端
9 0.148 -0.009 推力轴承前端
10 Ref 0.000 0.000 柴油机输出端
-------------------------------------------------------------------------
Max 1.012 3.568
Min -3.855 -2.514
从上面数据可以清晰看出,每个位置的高低方向,左右方向的偏差量和偏差方向.从图形可以看出变化趋势,同时我们调整时候可以实时显示调整的结果。





